Custom Gas Fired Oil Systems
GFO Series Custom Engineered Gas Fired Heat Transfer Systems offer Safe Reliable Performance in an industrial grade and efficient heating solution where large heating capacities are required.
Commonly used alongside EMO Series or DIO Series System, the GFO Series provides a central thermal fluid heating source for control of multiple, independent zones.
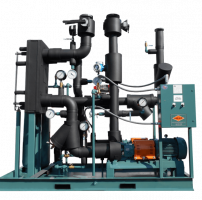
Our engineering team will work with you to design a system based on your unique process or application. GFO Series systems typically include a Circulating Pump, Gas Fired Heater or Boiler, Cooling Circuit, and Control Panel. Designs are capable of maximum operating temperatures up to 750°F and heating capacities up to 20 MM BTU/Hr.
GFO Series Systems are constructed of all-welded Carbon Steel, are insulated with Non-Wicking Cellular Glass & Mineral Wool Insulation and assembled on a plate-and-channel base.
HEAT offers four distinct levels of customization, ranging from minimal customization to fully built-to-specification designs. Each unique system undergoes a Factory Acceptance Test in accordance with HEAT standard practice prior to shipment.

- Maximum Operating Temperatures up to 750°F
- Heating Capacities from 500,000 Btu/hr. to 20MM Btu/hr.
- Up to 575 VAC, 3-Phase, 50/60Hz Power Capabilities
- 2 Pass, 3 Pass and Isolated Heating Coil Designs
- General Purpose and Hazardous Area Designs
- Designs Temperatures of 550°F, 650°F and 750°F
- 4 Levels of Customization
- Indoor/Outdoor installation
- Heat Only & Heat/Cool Designs Available
- Easy to Maintain
- Seller Standard or Custom Paint Colors
- Centrifugal Style
- Mechanical and Seal-less Designs
- Air- and Water-Cooled Pump Designs
- Single and Dual Pump Configurations
- Vertical or Horizontal Orientations
- Helical Coil, Dual Coil, Isolated Coil Configurations
- ASME Code Construction
- Fully Modulating Output with Turndown Ratios up to 10:1
- Capable of meeting low NOx Regulations
- High Efficiency Design
- Integral and Modular Designs
- TEMA / ASME Exchanger Designs Available
- Air-to-Oil and Water-to-Oil Cooling Options Available
- Proportional and On/Off Control
- Top-Mounted and Remote-Mounted Designs
- Single and Double Expansion Line Designs
- Non-Pressurized and Pressurized Configurations
- ASME U/UM designs Available
- Welded and Flanged Construction
- Carbon Steel and Stainless Steel Available
- ASME B31 Piping Materials
- Skid-mounted and Remote-Mounted Control Panels
- Burner Management System
- Digital PID Temperature Control or Remote Operation Control
- Configurations for External Control from PLC, DCS or Other External Control
- NEMA 4, NEMA 4X, NEMA 12, NEMA 7, and Class I, Division 2
- ASME B31.3, TEMA
- NFPA 87, NFP70, NFPA 79, NEC, UL, cUL, CSA
- MINIMAL - CATEGORY 1: REFERENCE ONLY
- Drawings are supplied for reference as our engineering team completes the design and your system is fabricated
- MODERATE - CATEGORY 2: DRAWING APPROVAL
- Drawings are sent for your approval before fabrication begins
- HIGH - CATEGORY 3: FULL APPROVAL
- High level of input into drawings and components, with approval at every phase
- COMPLETE - CATEGORY 4: BUILT-TO-SPECIFICATION AND FULL APPROVAL
- Complete input to meet your plant specifications, required submittal documentation, and/or preferred brand of components. Approval at every phase.

Heat Systems: Safe by Design
Learn more about our Standard Design Practices for Custom-Engineered Hot Oil Systems
Learn More



Related Categories


Contact Our Experts
Our expert sales engineers can help you find the right custom temperature control equipment for your application.
*denotes a required field.